


SILRES® H60 A/B
SILRES® H60 A/B is a liquid, solvent-free, two-part phenyl silicone resin formulation. The product is a modification of well-established SILRES® H62 C and thus ideal to impregnate electrical coils of motors. Besides, SILRES® H60 A/B can be used to provide hydrophobic properties to porous materials and as binder for composites made of fibrous fillers, cloths, woven or non-woven reinforcing materials.
The formulation is ready-to-use and crosslinks under heat. While curing SILRES® H60 A/B does not release chemical byproducts, and hence a curing shrink is barely noticeable. The product also thermosets in thick layers, even when in contact with air.
Fully cured SILRES® H60 A/B has excellent electrical insulation properties and outstanding long-term heat resistance. It additionally shows high stability against weathering, moisture and UV light, and it can therefore be exposed continuously to constantly changing climatic conditions or UV radiation.
Properties
Uncured:
- Liquid, solvent-free formulation
- Based on silicone resins with phenyl and methyl groups
- Optimized for trickle impregnation processes and for resin transfer molding
- Can be processed at temperatures up to a maximum of 80 °C to reduce viscosity
- Fast curing at moderate temperature (recommended curing temperature for fast thermosetting: above 130 °C)
- Cures with almost no evolution of heat
Cured:
- Properties similar to SILRES® H62 C, which is in use to impregnate traction motors since 1987
- Excellent long-term heat stability (RTI: 224 °C, 25,000 hours)
- Recommended service temperature range: -50 °C to +220 °C
- Conforms to the fire safety requirements defined in UL 94 V-0.

Documents
Application details
- Impregnation agent for electrical coils and for porous materials
- Binder for laminates made of fibrous fillers, cloths, woven or non-woven reinforcing materials
Processing
Handling & Curing
Preparation:
The materials to be treated should be clean and free of dirt, rust, oil or grease. As the 2-part heat-curing formulation is sensitive to curing inhibitors, it is recommended to run a small-scale test in order to check for each substrate’s ability to inhibit cure. Examples of potentially inhibiting contaminants are sulfur containing materials, plasticizers, urethanes, amine containing materials and organometallic compounds – especially organotin compounds.
Mixing:
Caution ! Component B of SILRES® H60 contains the platinum catalyst, component A comprises the crosslinker. Since even traces of platinum catalyst may cause gelling of component A, all tools (e. g. spatula, stirrers, mixing cups etc.) used for handling either component B or the A/B mix must not come into contact with component A by mistake. The two components should be thoroughly mixed at a 10 : 1 ratio by weight or volume.
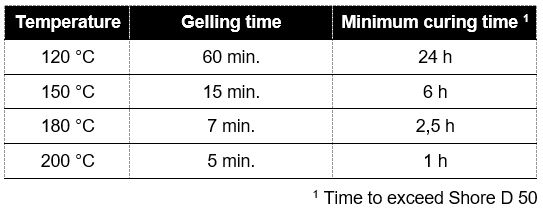
Curing:
The curing time of SILRES® H60 is highly dependent on temperature and on both the size and the heat sink properties of the parts being treated. The product is usually cured between 130 °C and 200 °C in order to secure a fast setting. Typical curing temperatures and resulting curing times are given in adjacent table.
Typical Applications
1. Impregnation of Electrical Coils:
Due to its excellent electrical insulation properties and outstanding long-term heat resistance SILRES® H60 is used for the impregnation of electrical coils in traction motors, electric drives and smoke-extraction motors. The silicone resin formulation is usually processed by trickling, preferably by an automated trickling impregnation machine.
Please note: impregnating electrical coils is a complex process that needs a thorough control of various process parameters, such as pre-heating the coils, impregnation temperature, rotational speed of the coil, inclination of the coil's rotation axis, trickling speed, curing temperature, heating rate and temperature ramp, and other line specific conditions. Therefore, the following indications are inteded as a guide only, and we recommend running preliminary tests to optimize the conditions of the particular process.
The following sequence illustrates a typical standard trickling process:
1. The electrical coil is preheated to 60 - 80 °C.
2. Component A and B of SILRES® H60 are mixed, e.g. by means of a dynamic or static mixer, and warmed to 60 - 80 °C by passing a heating section. Alternatively, both components can be heated first and then mixed to give the warm impregnation mixture.
3. The warm silicone resin mix is dripped into the winding of the rotating coil. The filling level can be controlled best when the rotation axis of the coil is slightly inclined from its horizontal position.
4. Once the winding is completely filled with liquid resin, the electrical coil is transfered into a circulating air oven to cure the silicone resin (typical curing conditions: 150-180 °C, 4 hours). Ideally the entire handling is done under continuous rotation of the coil in order to secure a uniform silicone resin distribution inside the winding and to minimize drip off loss.
2. Composites Based on Fibres or Cloths
Since fully cured SILRES® H60 provides water repellency, excellent electrical insulation properties, outstanding heat resistance and long term stability against weathering, moisture and UV light, the product can be used as a binder for composites based on fibres, cloths, woven or non-woven reinforcing materials.
Please note: best results are obtained with fabrics that are made from non-sized fibres or from fibres with epoxy-functional sizing agents.
For the manufacture of fabric reinforced composites (e.g. based on glass fibre, carbon fibre, mineral fibre or stone fibre cloths) the fabric layers are placed into a mold which has the shape of the desired composite part. The cavity of the heated mold (80 °C) is then put under vacuum and filled with a warm mixture of SILRES® H60 A and SILRES® H60 B. To accelerate impregnation speed, the liquid silicone resin can be pressurized (1-3 bar). After this injection phase the mold is heated up to cure the impregnation resin (tyical curing conditions: 180-200 °C, 2-3 hours). Note: demolding should take place not before the mold has cooled down to room temperature.
3. Hydrophobic Sealing of Tubular Heating Elements
Fully cured SILRES® H60 provides high water repellency, excellent electrical insulation properties and outstanding heat resistance. It can therefore be used for the hydrophobic sealing of tubular heating elements, preferably in combination with a silicone rubber sealing (provided e.g. ELASTOSIL® N 288, ELASTOSIL® E 10, ELASTOSIL® A 234 or ELASTOSIL® RT 706).
For this purpose the tubes ends are charged with a few milliliters of a warm mixture of SILRES® H60 A and SILRES® H60 B after the tube has been equipped with the heating wire and filled with magnesium oxide powder that acts as heat transfer medium and as dielectric packing material for the wire. The liquid silicone resin mixture impregnates the filler particles within a zone of a few millimeters and thus provides a durable moisture barrier after curing at the first heating cycle.
Packaging & Storage
Storage
Store in a dry and cool place.
The 'Best use before end' date of each batch is shown on the product label.
Storage beyond the date specified on the label does not necessarily mean that the product is no longer usable. In this case however, the properties required for the intended use must be checked for quality assurance reasons.
Sales and support
Distributors
WACKER has a global network of specialist distributors at its disposal. Please select an application so that we can suggest suitable contacts.