
Under Steam And Pressure
Only a few elastomers are suitable for manufacturing molded parts that are resistant to hot water and steam. Processing these elastomers is often difficult and the molded parts sometimes need to be manually finished. The solution comes in the form of the new liquid silicone rubber ELASTOSIL® LR 3020/60.

Espresso machine in a café in New York City, USA: the Italian Achille Gaggia patented the principle of the portafilter espresso machine in 1938, whereby hot water is forced through the coffee granules at high pressure. This method of preparing coffee aims to extract the ingredients, aroma and flavor as fully as possible.
Espresso machines and fully automated coffee machines have to withstand a great deal in their lifetime: at a high pressure of up to 10 bar, they press boiling water of more than 100 °C through the ground coffee – and do so hundreds of times a day if used in the catering industry. Withstanding this level of permanent thermal stress requires the machines to be sufficiently robust – that applies to the housing as well as the tubing and seals. In practice, hot water boiler systems as used in district heating systems or for heat transfer in industrial plants even operate at water temperatures of up to 180 °C – and with gauge pressures of 15 bar and more.
Extremely hot water and steam affects rubber-elastic seals unlike virtually any other medium. This applies to organic elastomers as well as to silicones. Only a few materials withstand long-term exposure to highly pressurized water that is over 100 °C – the technical term for this is “medium temperature hot water systems” (MTHWS) – and with pressurized superheated steam. Poor resistance often causes molded seals to fail, ultimately resulting in the failure of the equipment in which the seals are integrated.
The rubber grades that can be used to manufacture MTHW- and steam-resistant elastomer molded parts include ethylene propylene diene (EPDM) rubber, perfluorinated rubber (FFKM) and specific types of fluorinated rubbers (FKM) optimized for contact with these media, and specialist solid silicone rubbers. For reasons of cost and environmental protection, seal manufacturers prefer to seek suitable alternatives to fluorinated materials.
“At higher temperatures, as is the case with hot water or hot, pressurized steam, the water molecules have so much energy that they chemically attack the silicon-oxygen bonds of the silicone polymer.”
Dr. Thomas Frese, Applications Engineer at WACKERAnswer to Cost Pressure

Julia Geßl tests the resistance of silicones to steam and other media in an autoclave, a pressure vessel that can be sealed to be gastight and which works like a pressure cooker. The test pieces then undergo standard stress tests for elastomers, such as a tensile stress test.
However, for plastics processors, all the specified rubbers have another drawback: “injection molding these rubbers is difficult and makes it impossible to produce them on a large scale cost effectively,” says Dr. Thomas Frese, head of an applications laboratory at WACKER SILICONES in Burghausen. “Molded parts often have to be finished manually; when manufacturing intricate items in particular, there is a lot of waste.” The consequences of this are long cycle times and therefore high production costs. “In view of the cost pressure that the industry is under, this is a serious problem,” adds the chemist.
At last year’s International Trade Fair for Plastics and Rubber, K 2016, WACKER showcased ELASTOSIL® LR 3020/60, a new liquid silicone rubber grade that has been developed specifically to manufacture hydrolytically stable and steam-resistant molded parts. The rubber can be injection molded quickly and easily and enables cost-effective large-scale production, even of delicate molded parts.
Elastomers Seal Off Joints
In many pieces of equipment, components are connected but detachable and the joint between two components is sealed with a prefabricated elastomer molded seal. Most of these seals are ring-shaped molded parts which are placed in a groove created for this purpose in the mating surface of one of the two components. They are then compressed when the second component is installed. This uses the rubber-elastic properties of the elastomer: because the material is elastic and therefore has elastic recovery, a mechanical stress is created during compression which presses the sealant material onto the surrounding surfaces of the compounds. If the material has been sufficiently compressed, it seals off the connection.

Pressure cookers, too, require seals that can withstand high pressure and superheated steam – another area in which WACKER’s new silicone rubber is used.
In the application, the sealant material is stressed in several ways: compression imposes a static deformation on the elastomer – i.e., a deformation that remains constant over time. During operation, the material is also frequently subject to dynamic deformations that vary over time. This is the case with vibrations, for instance. However, the stress caused by the operating medium is particularly great: the medium can cause the sealant’s properties to significantly deteriorate. The hotter the medium, the more it stresses the elastomer. In the extreme case, elastic recovery is entirely lost, causing the seal to fail. The espresso machine leaks, the hot water system becomes a user hazard.
Even silicone elastomers, which are well-known not just for their thermal stability but also for their highly water-repellent surface and low water absorption, generally lose their elasticity under prolonged hot water or steam exposure. There are exceptions to the rule: several silicone manufacturers offer specifically optimized solid silicone rubber grades whose cured rubber products are suitable for use under these media.
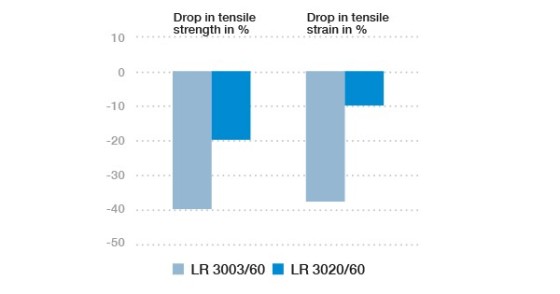
Comparison with a standard silicone rubber:

For conventional silicone elastomers, long-term use in water of up to approximately 100 °C is not a major problem. “At higher temperatures, as is the case with hot water or hot, pressurized steam, the water molecules have so much energy that they chemically attack the silicon-oxygen bonds of the silicone polymer,” states Dr. Thomas Frese, applications engineer at WACKER. “If their energy is great enough, they cleave these bonds, thereby breaking down the polymer molecules into smaller fragments.
This decomposition, which is termed hydrolysis, is the main reasons for the rapid drop in elasticity and strength when conventional silicone elastomers are exposed to hot water or steam.
“Previously, only solid silicone rubbers could be formulated to withstand this media stress,” continues Dr. Frese. In comparison, for standard liquid silicone rubbers under the same storage conditions – under pressure in hot water or steam – there is a compression set of practically 100%. These rubbers become entirely inelastic and fail as a sealant material.
Suitable for Medical Technology

“ELASTOSIL® LR 3020/60 now provides a hydrolytically stable and steam-resistant liquid silicone rubber for the first time,” stresses the WACKER chemist. Its tensile strength, and ultimate elongation, deteriorate comparatively little after prolonged storage at 150 °C hot steam. The cured rubber also proves to be resistant to the cleaning and disinfectant products commonly used in medical technology.
Like all liquid silicone rubbers, ELASTOSIL® LR 3020/60 is a two-component compound, which is optimized for injection-molding processes and crosslinks rapidly via a platinum-catalyzed addition reaction. The non-crosslinked material is a paste when at rest and its viscosity decreases as the shear rate increases. As a result of this property, described as shear thinning, it can be easily fed into the injection unit of the injection-molding machine using a two-component mixing and dosing system. The fillers are also extremely well incorporated and dispersed in the rubber. This creates another prerequisite for virtually faultless production.
The good flow properties, the homogeneous filler distribution and the rapid addition-curing makes injection molding considerably easier. “ELASTOSIL® LR 3020/60 can be processed much more efficiently than conventional hot water and steam resistant specialty rubbers,” explains Dr. Wolfgang Schattenmann, head of the Rubber Solutions business team at WACKER SILICONES. The process can be highly automated, processors achieve short cycle times and a production process that is virtually waste free and requires no secondary finishing – even for very small, high-precision and geometrically challenging finished products. “This way,” Schattenmann continues, “it is possible to cost-effectively produce hydrolytically stable elastomer molded parts on a large scale.”
If molded parts made of ELASTOSIL® LR 3020/60 are thermally post-treated, they may also be used for products that come into contact with food and drinking water, as well as hot water in drinking water applications. That was the result of inspection and testing according to the provisions of the German Institute for Risk Assessment (BfR), the U.S. Food and Drug Administration (FDA) and what is known among experts as the KTW Guideline, the “Guideline for Hygienic Assessment of Organic Materials in Contact with Drinking Water” of the German Federal Environment Agency (UBA).
Cost-Effective Production
With this property profile, ELASTOSIL® LR 3020/60 leads the way in the cost-effective mass production of hydrolytically stable elastomer products for applications in virtually all sectors of industry. For applications in the food and pharmaceutical industry as well as in medical technology, it is beneficial for the molded parts to be cleaned, disinfected and sterilized in the usual ways. Not only do they withstand steam sterilization in autoclaves at 121 °C or 134 °C, as per current practice, but they also withstand higher steam temperatures which may be imposed in the future as the standard.
Other application possibilities include fittings and equipment in sanitary, heating and plant engineering. And of course seals for white goods such as coffee machines, pressure cookers or kettles. In the near future, ELASTOSIL® LR 3020/60 could therefore contribute to espresso machines tirelessly continuing to perform despite all the pressures they are exposed to during their long life.
Compression Set

If you deform an elastomer seal over a long period of time then, after release, it will no longer return to its exact shape, and remains more or less deformed. The extent of this sustained deformity depends on how greatly the elastic recovery of the material decreases under the prevailing storage conditions – deforming forces, the medium that is impacting the material, and the temperature. This information is provided by the compression set, a parameter that is determined in a standardized testing procedure. To determine the compression set, an elastomer test specimen whose shape and dimensions are defined in the test standards, is placed in a compression mechanism. It is compressed by a previously defined extent and stored in this state for a specific period of time under the testing conditions, for example under superheated steam. Once the test specimen is released, it will no longer achieve its original thickness. The thickness of the test specimen is measured before and after compression as well as after relaxation.
The compression set is the ratio expressed as a percentage of the reduction in thickness following relaxation and the thickness to which the test specimen was compressed. A low compression set is favorable – this shows that the material has high elastic recovery. A completely inelastic material, in comparison, has a compression set of 100%. In the case of ELASTOSIL® LR 3020/60, 6-millimeter-thick test specimens were used and compressed to three quarters of their thickness, i.e. by 1.5 millimeters to 4.5 millimeters, and stored for 21 days in autoclaves under 150 °C steam. After the pressure is relieved, the test specimens have a thickness of 5.07 millimeters – there remains a reduction in thickness of 0.93 millimeters. Consequently, ELASTOSIL® LR 3020/60 has a compression set of 0.93 millimeters, divided by 1.5 millimeters. This gives 0.62 or 62% – a good value considering the high media loading.