Silicone rubber compounds are being used more and more often to coat envelope fabrics.
Nov 16, 2020 Read time: approx. MinutesMinute
More Lift with Silicones
A hot-air balloon’s fabric envelope is exposed to many stresses during use – high operating temperatures, weathering, UV radiation and mechanical loads take their toll on the nylon fabric. An extremely thin silicone coating protects the textile and makes it airtight and tear-resistant.
On November 21, 1783, in front of tens of thousands of spectators, a 22-meter-high hot-air balloon took off with two men on board and covered a distance of some eight kilometers over the rooftops of Paris. This is how the history of manned aviation began. To freely soar in the air and see the world from above – this ancient dream of mankind was realized by the brothers Joseph and Étienne Montgolfier, sons of a paper manufacturer from the small town of Annonay in southern France, with their invention of the hot-air balloon.
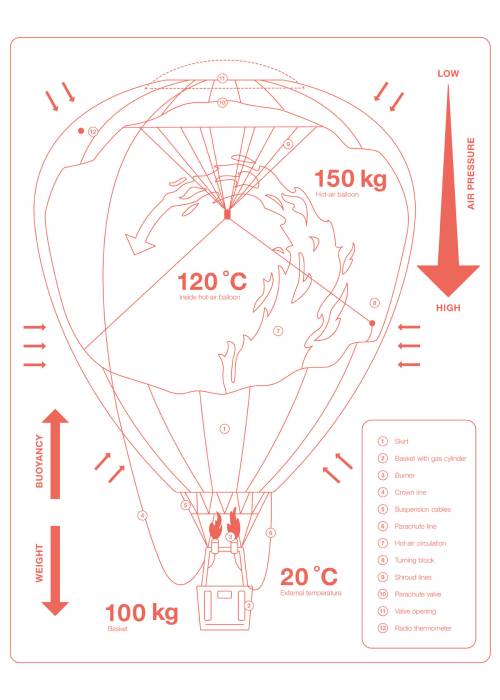
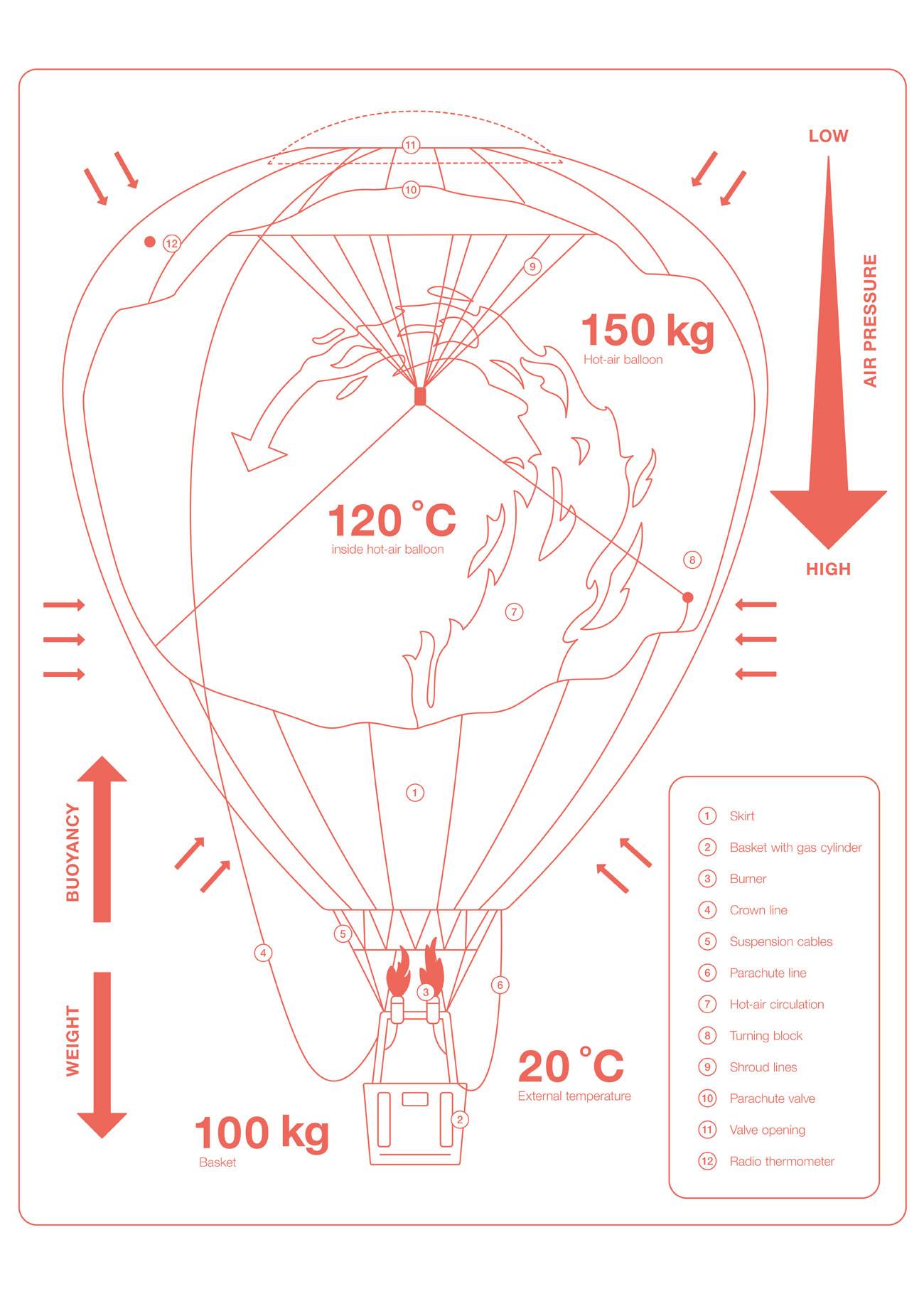
In principle, hot-air balloons are built no different today than they were during their pioneering age. A balloon envelope, which is open at the bottom and filled with hot air, has a wicker basket attached to it that carries the people on the flight. Hot-air balloons use static lift: the hot air within the envelope is lighter than the air surrounding the envelope on the outside and is thus less dense. The balloon rises up when the buoyancy is greater than the weight that pulls the balloon down. When the two forces are balanced, the hot-air balloon floats, i.e. stays at the same altitude. If the weight is greater, the balloon sinks.
Hot-air balloons are still real eye-catchers today. The sheer size of the balloon envelope is surprising time and again, especially when the flying object is observed up close. The pear-shaped envelope is around 20 to 25 meters in height and thus as tall as a five- or six-story building; its diameter usually exceeds 16 meters. Balloons invariably attract attention when they are underway as well – due to their slow, largely silent motion, the direction and speed of which is decided by the wind. Only an occasional hissing of the burner disrupts the peace: the pilot has to fire up briefly in order to balance heat losses. In this way, he can keep the lifting force constant and the balloon floats.

Silicone rubber compounds are being used more and more often to coat envelope fabrics. WACKER® FINISH CT 51 L has proved to be a particularly effective product here.
Dr. Martin Bortenschlager, Senior Marketing Manager, WACKER SILICONES

Same Principle, Different Material
What has changed over the course of the centuries is the material from which the balloon envelope is made. The Montgolfier brothers’ envelopes were made of paper and canvas. Today, balloon manufacturers mainly use coated ripstop nylon fabrics. “Silicone rubber compounds are being used more and more often to coat envelope fabrics,” says Dr. Martin Bortenschlager. As a senior marketing manager at the WACKER SILICONES business division, the chemist is in charge of the textile-coating product range among other things. WACKER has a portfolio of suitable silicone products and additives at the ready for these kinds of coating applications. “WACKER® FINISH CT 51 L has proved to be a particularly effective product here,” adds Bortenschlager.
Typical Checked Pattern
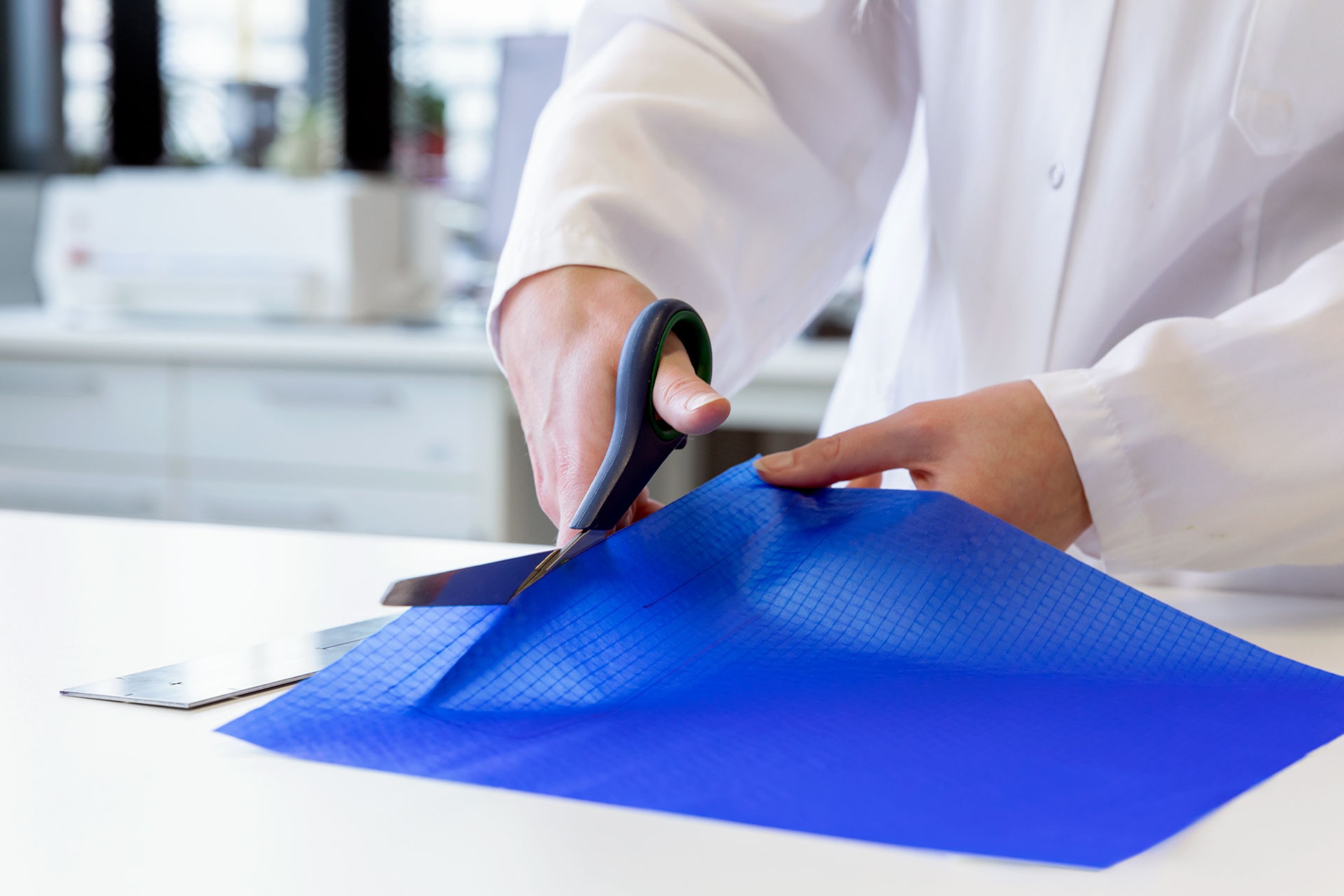
Ripstop nylon is a tear-resistant polyamide fabric. This high-performance textile is created by incorporating thicker nylon yarns at regular intervals, which reinforce the fabric. As a result, a small tear in the fabric cannot just continue to rip unchecked, but stops at the next thicker yarn – as long as the acting tensile force is not too great. The woven-in reinforcement yarns produce the checked pattern typical of ripstop fabric.
An applications lab employee in Burghausen cuts a piece of ripstop nylon fabric to size so as to measure its tear resistance.
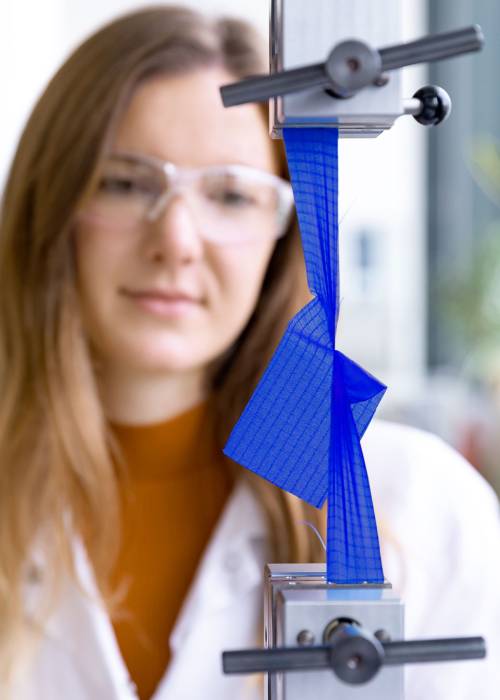
The test shows that the balloon fabric is able to withstand greater loads when it is coated with silicones.
Balloon manufacturers can choose from a number of ripstop nylon fabrics supplied by different textile manufacturers that are either coated with polyurethane or silicone. The fabric and coating that balloon manufacturers decide on to sew their envelope depends on the customer’s requirements and expectations. The following questions, in particular, offer crucial decision-making criteria: is the balloon intended for private flights, sports competitions or commercial passenger transport? How long is the envelope expected to last?
One basic requirement must be met by all balloon envelope materials: they must be airtight. If air was to leak out from inside the envelope through the fabric pores, the lift would be reduced and the balloon would sink. Uncoated nylon fabric itself is porous. The coating’s core function is to ensure the necessary impermeability. Both polyurethane and silicone coatings are up to this task.
What is more, the coating has the task of providing the balloon envelope with as long a service life as possible. Uncoated nylon fabric is not suitable for use at temperatures between 90 and 100 degrees Celsius, which are typical inside the envelope during flight. This kind of nylon is also very sensitive to ultraviolet (UV) radiation. This short-wave and thus high-energy radiation can damage polyamide fibers, causing the nylon fabric to age quickly and become brittle. In particular, silicone coatings considerably extend the service life of coated fabric. This is where the physicochemical and technical properties of silicone elastomers come in (see Silicone Elastomers box), especially their resistance to heat, radiation and aging; their low thermal conductivity; and their ability to repel water and absorb some of the UV radiation. A silicone coating can thus prevent rapid aging of the envelope fabric – even if the coated textile is exposed to high temperatures and direct sunlight again and again – thanks to silicone’s durability.

SILICONE ELASTOMERS
Silicone elastomers are rubber-elastic solids derived from polyorganosiloxanes. They are obtained from silicone rubber in a process known as curing or vulcanization. Here, the polymer chains of the organosilicon macromolecules form a three-dimensional network. Silicone elastomers are characterized by a property profile that makes them indispensable in many industrial applications: extraordinary heat resistance, low-temperature flexibility, chemical inertness and biocompatibility.
Silicone elastomers have a strongly hydrophobic, i.e. water-repellent, surface – water droplets simply roll off. Moreover, they do not absorb water, are very good electrical insulators and, with a thermal conductivity of 0.2 watts per meter kelvin, are poor heat conductors. A typical characteristic is their high resistance to a large number of physical and chemical influences, which is why, unlike organic rubber compounds, they do not age quickly. As a result, their chemical, physical and technical properties remain virtually constant between around -45 and +200 degrees Celsius; they can also withstand persistent mechanical stress and continued exposure to oxygen, ozone and ultraviolet (UV) radiation. What is more, silicone elastomers absorb UV-C and, to an extent, UV-B radiation. As coatings, silicone elastomers can permanently protect vulnerable substrates against environmental influences such as high temperatures. Since the silicone layer makes the heat transfer between the surroundings and the substrate difficult, it reduces the thermal stress on the substrate upon exposure to heat. Unlike organic coatings, it readily withstands high temperatures, remains intact even under persistent exposure to UV radiation and keeps some UV radiation away from the substrate. Nevertheless, even a silicone coating cannot offer complete UV protection.
Higher Resistance to Thermal Stress
Heat resistance is paramount here, since the inside of the fabric is in constant contact with hot air while the balloon is in flight. The upper half of the envelope, where the hot air gathers, is under particularly high thermal stress – so it’s not surprising that a relatively heavy, yet highly robust, silicone-coated ripstop nylon fabric is often used for this particular area. “Balloon manufacturers manuals indicate a temperature resistance for this silicone-coated fabric that’s 20 to 30 degrees higher than that of polyurethane-coated envelope fabrics. This allows the pilot to heat up the air in the balloon more and thus create greater lift.
The envelope should, furthermore, not immediately tear when it is spread out after landing and pulled over the ground. If the tear strength is too low, a small hole in the fabric could trap a stone and get bigger and bigger as the envelope is dragged along. Here, too, a silicone coating offers a reliable degree of safety. It makes a ripstop nylon fabric considerably more tear-resistant than its uncoated counterpart. Tests carried out at WACKER’s applications laboratory have shown this.
“The silicone elastically bonds the fabric yarns to each other so that, if there is a tear, the tensile stress is distributed across the surrounding fabric and thus across many yarns,” explains Dr. Steffen Jungermann, who was in charge of testing. The stress on each individual yarn is thus lower and the fabric can withstand a higher tensile force. “With our product WACKER® FINISH CT 51 L, the tear resistance already increases by a factor greater than five at a coating weight of just five grams per square meter in many cases,” emphasizes Jungermann, who works in technical support at WACKER SILICONES and is responsible for textile coatings. His customers include textile finishers who coat nylon fabrics for balloon envelopes.
Up to a few years ago, an envelope was seldom made entirely from silicone-coated nylon. That’s because only relatively heavy silicone-coated fabrics were available. These are still popular for the upper half of the envelope today. One square meter of such a material weighs some 90 to 100 grams – an entire envelope made of such a fabric can weigh over 130 kilograms, depending on the size of the balloon. This kind of envelope is too heavy for competitive balloonists.

A hot-air balloon before takeoff: the upper half of the envelope is under particularly high thermal stress – as this is where the hot air accumulates – and thus lends itself to being coated with silicone.


Focus on Durability
For air transport enterprises, however, the envelope weight is not of such great importance – since a commercial pilot has passengers on board, there are enough people around to actively help to prepare takeoff and lend a hand after landing. That’s why entirely silicone-coated envelopes only used to be ordered, if at all, by such enterprises if durability and low repair costs were a primary focus.
Meanwhile, however, there are silicone-coated ripstop nylon fabrics available that only weigh around 45 to 70 grams per square meter, yet are highly tear-resistant. These kinds of textiles are light enough to be of interest to non-commercial pilots, too – whenever a balloon buyer values an envelope that lasts for an exceptionally long time.
More and more textile finishers are using the liquid silicone product WACKER® FINISH CT 51 L for coating these kinds of lightweight fabrics. “This product is a solvent-based silicone rubber dispersion, which our customers combine with further components – crosslinker and catalyst are a must – and solvent to produce their ready-to-use coating compounds,” explains WACKER chemist Jungermann. Once applied, the rubber compound cures to form a silicone elastomer upon exposure to heat. This makes fine coatings possible, down to coating weights of five grams per square meter.

Depending on the coating weight, the tear resistance of the fabric increases by a factor greater than five.
Dr. Steffen Jungermann, Head of Technical Support for Rubber Solutions, WACKER SILICONES
The textile industry refers to a coating as being fine if its weight is less than 50 grams per square meter. For innovative nylon fabrics for balloon envelopes, silicone coating weights are typically 15 to 20 grams per square meter. With such low coating weights, the largest portion of the silicone is found between the individual yarns and seals the fabric’s pores. Only an extremely thin layer of silicone then remains on the fabric.
The tactile properties of a nylon fabric coated finely with WACKER® FINISH CT 51 L impress balloon manufacturers and textile finishers alike. Textile engineer Pirli Gurbanmammedov, who works at Ammeraal Beltech in Switzerland as Coating & Lamination project leader, for instance, describes finely coated ripstop nylon fabric as soft, flexible and less rigid than copy paper. It has a slightly glossy and non-tacky surface that feels not at all rubber-like, but dry and smooth. He explained that this surface made it easier to spread out the balloon envelope in preparation for the next flight. At Ammeraal Beltech, fine silicone coatings of textile substrates are part of everyday life. “We’ve had very good experiences with WACKER® FINISH CT 51 L,” says Gurbanmammedov.


Fine silicone coatings are produced with an air knife that applies the silicone coating compound to the textile. The process runs from roll to roll: the material is unrolled, fed through the unit and then rolled up again. In the air-knife unit, the textile is run over two rollers that support it from underneath. A doctor blade is located in the area between the support rollers. The liquid coating compound is applied to the textile just in front of this blade. The knife is in constant contact with the fabric and presses the compound down into it. The fabric then runs through a heating tunnel in which the silicone cures to form a silicone elastomer at temperatures of up to 180 degrees Celsius.
The faster the textile moves under the air knife and the less taut it is while doing so, the thicker the coating. What’s more, the coating compound’s viscosity greatly influences the coating weight: the more viscous the compound, the more of it is applied. That’s why the silicone coating compound is often diluted with further solvent for fine coatings. However, if the viscosity is too low, the doctor blade presses the compound through the fabric’s pores. So coating companies keep the exact formulation of their ready-to-use compounds strictly confidential.
Textile finishers must thus possess a wealth of experience and expertise in order to precisely tailor their silicone coating compounds to the process and adjust their equipment correctly. It is worth the effort, though. An industry rule-of-thumb is that a balloon envelope has a service life of around 400 to 600 operating hours. If the envelope is coated with silicone rubber compounds, however, it is able to withstand the various stresses – wind, weather, hot air and sunlight – for considerably longer. Experienced balloon pilots say that 800 and sometimes even 1,000 operating hours are possible, too.
Mr. Dr. Martin Bortenschlager
Director Business Team Engineering Silicones
Rubber Solutions, WACKER SILICONES
+49 89 6279-1982
martin.bortenschlager@wacker.com